
Помните мой тред про органайзер для батареек?
https://lor.sh/@skobkin/113556743478910074
В общем, я решил свою проблему достаточно интересным способом.
Купил 3D-принтер 🤷♂️
P.S. Держалки для батареек пока не распечатал, но уже напечатал пачку всего включая аксесуары для самого принтера и штуки для хранения других вещей.
И да, Bambu Lab делают охуенные принтеры.
Я провёл калибровку и больше НИЧЕГО не делал.
Даже не печатал дефолтный кораблик, а сразу принялся печатать то, что мне нужно и всё ПРОСТО РАБОТАЕТ.
👍
P.S. Камера только встроенная в принтер - адовый шлак. Но это к конечному результату вообще не имеет никакого отношения.
Я думал, что со слайсером будет сложно работать, но для выполнения простых рутинных задач это вовсе не так.
Даже саппорты для моделей с нависаниями генерируются автоматически.
Раскрашивать модель для использования разных филаментов тоже просто.
В общем, я в восторге!
Кстати, я забавно протупил.
При покупке принтера я посмотрел его габариты и прикинул влезет ли он в стеллаж. Он влезал.
Но когда собрал и поставил его калиброваться, я понял, что вообще-то сверху ещё торчат трубки с филаментом и они упираются в полку.
Так что мне пришлось немного пересобрать стеллаж передвинув полку выше 😆
Я хотел принтер без пердолинга и в целом я его получил. Но физику процесса всё-таки не обманешь.
Пришлось чистить забившееся сопло.
Горячий прогон не помог. Холодное вытягивание не помогло. Но вместе с принтером шла игла для пробития сопла и это решило проблему.
Сперва, конечно, выглядело немного сташновато - печатающая головка щёлкает как будто там сломался двигатель или шестерёнка. А по факту это просто срабатывал ограничитель усилия подачи филамента из-за того, что сопло забилось.
Но немного изучив документацию и идущий в комплекте набор инструментов, я всё пофиксил 🎉
Почему только это всё случилось когда я собрался поставить печать на ночь 😢
Бля, кажется, у меня теперь будет новый ночной кошмар - звуки не проталкивающегося филамента из-за забившегося сопла 🙀
Пока что даже толком не знаю на что грешить: на то, что в квартире пыльно и филамент её собирает, на то что просто филамент плохой (вообще вроде eSun нормальный вендор), на то что сопло попалось неудачное или на кучу других потенциальных причин.
Хорошо ещё что если вовремя заметить и поставить печать на паузу, то почистив сопло можно спасти изделие.
Пока что заказал сопло пожирнее (0.6 мм) как для запаса - так и для проверки насколько легче будет с засорами. Мне всё равно редко нужна прямо сильно высокая точность. А для печати подставок для жёстких дисков сгодилось бы и 0.8 мм.
С другой стороны когда ничего не забивается, эти звуки - бальзам для моих ушей ❤️
Как уже писал в треде, обнаружил, что вендор филамента предоставляет свои профили для слайсера.
Скачал, поставил. Посмотрел разницу. Увидел, что профиль вендора устанавливает температуру на 10 градусов Цельсия выше, чем дефолтный профиль принтера.
И вот уже два дня печати без единого забития сопла.
Удивительно приятно, что проблема, кажется, так просто решалась.
P.S. Тем временем я, кажется, израсходовал ~3 килограмма филамента 🤔
Первая веха. Израсходовано больше 4 (кажется, даже 5) килограмм филамента - то есть эквивалентно больше, чем было на чётырёх катушках, которые я покупал с принтером.
Да, я ещё не закончил первую синюю, но белая пошла уже третья, например.
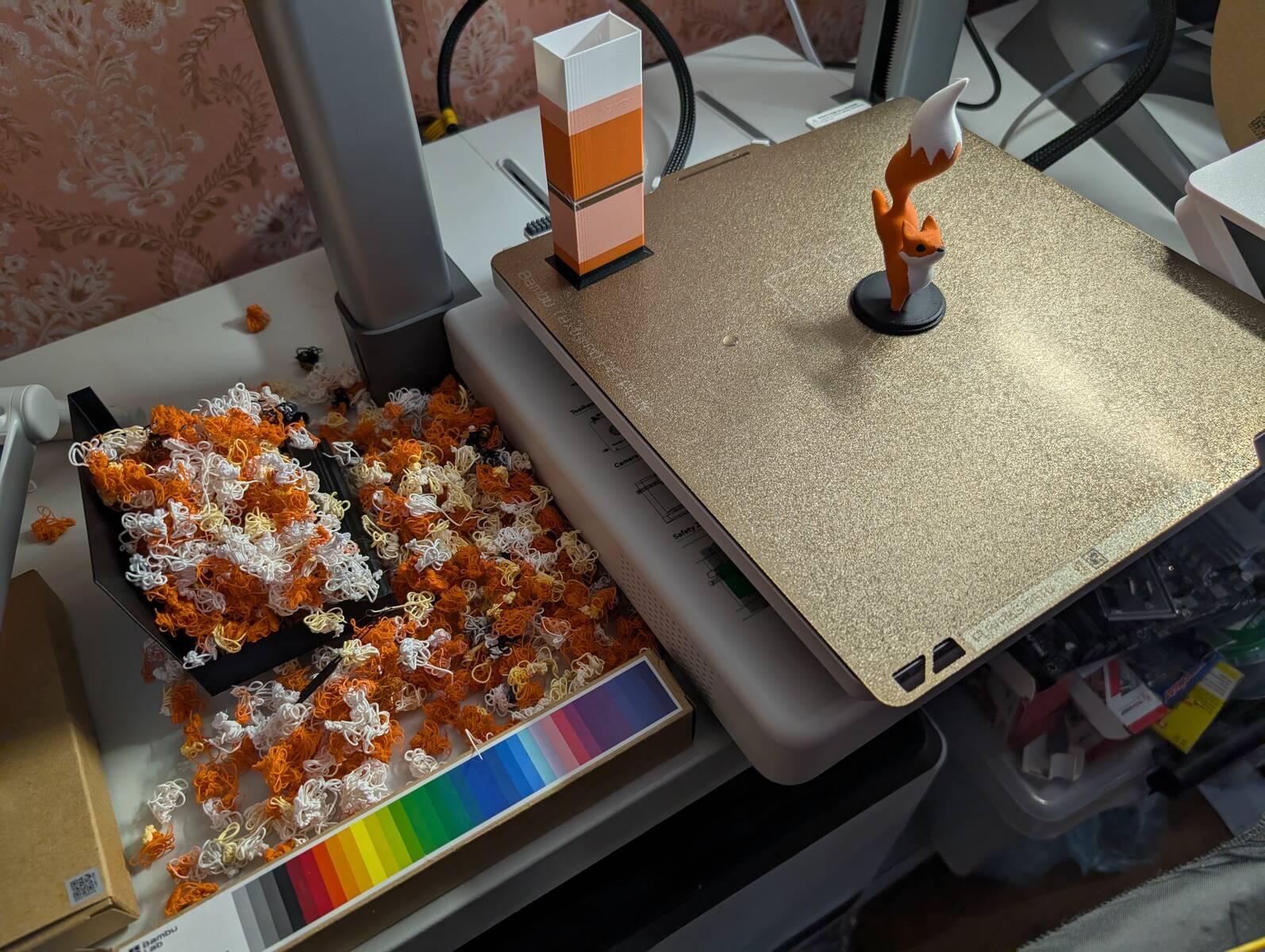
И, кстати, кажется, я впервые получил влажный филамент.
Делаю такой вывод потому, что экструдер шипит, появляются струнки и неровности на стенках.
https://www.youtube.com/watch?v=hhJx91GGswM
А ведь, вроде, был в вакууме и с силикагелем 😔
Видимо, даже с приличным вендором и быстрым расходом сушилка иногда может быть полезна 🤷♂️
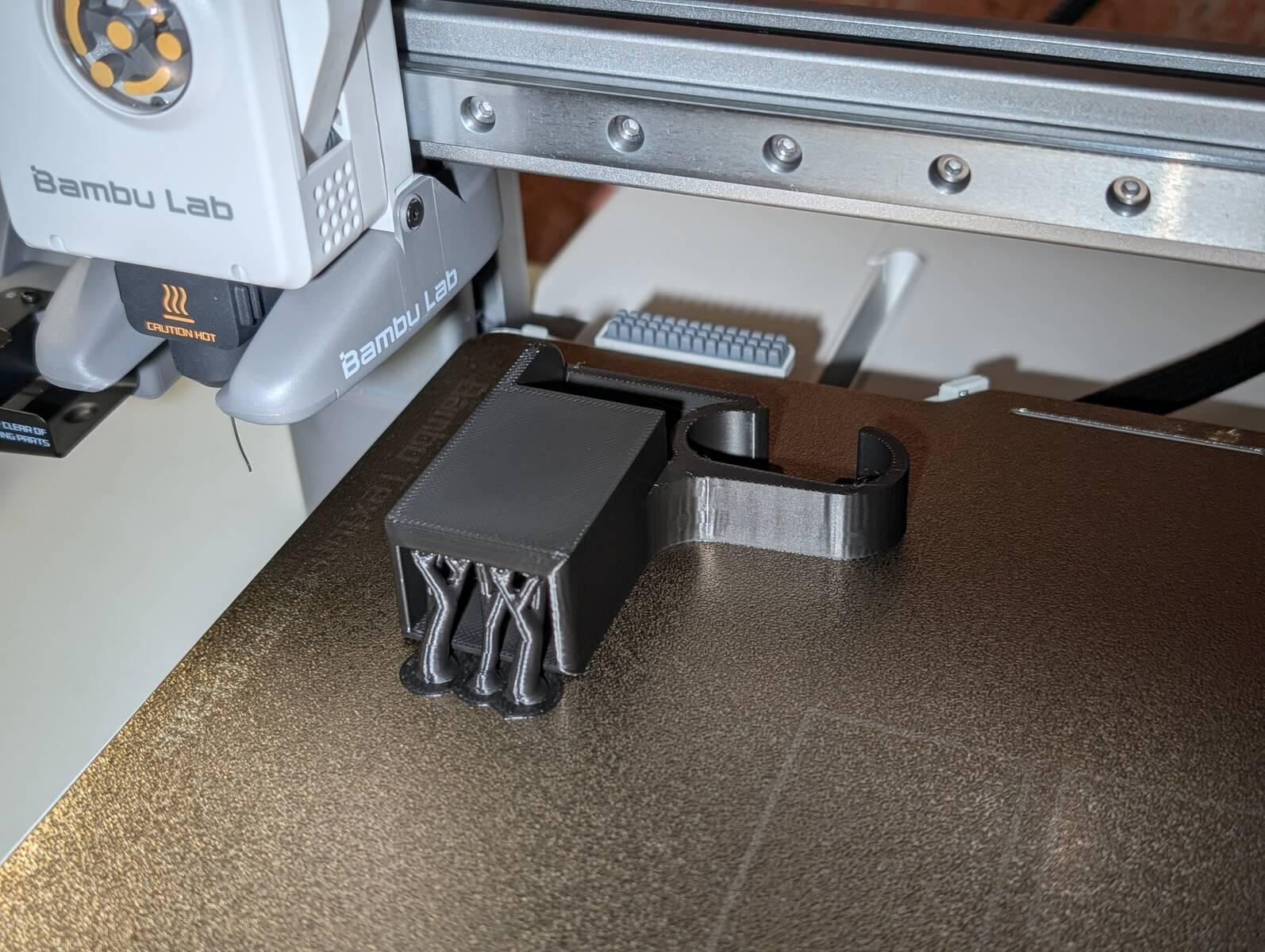
Небольшой пример того как можно зафейлить печать ещё на стадии моделирования.
Сегодня у меня достаточно ожидаемо зафейлилась печать крышки для одной из осей принтера.
Автор модели решил, что на её поверхности обязательно должно быть лого Bambu Lab и что это лого обязательно должно быть выпирающим над поверхностью.
https://makerworld.com/en/models/718192
Ради этого он расположил модель "крышей" наверх и сделал площадь контакта со столом меньше раз в десять, если не больше.
В итоге у меня теперь есть две охуенные пластиковые рейки потому что прямо перед тем как быть соединёнными "крышей" (которая могла быть "полом" при нормальном дизайне) одна из них отлипла от стола и упала на бок.
Самое обидное, что всего этого можно было избежать на этапе моделирования просто НЕМНОГО ПОДУМАВ и сделав две вещи:
- Лого оформить не выпуклым, а выдавленным в поверхности
- Печатать этой поверхностью вниз увеличивая площадь контакта со столом в разы и делая модель гораздо более стабильной
Я ещё с CAD не разбирался, но исправить эту модель можно прямо в слайсере "срезав" логотип и повернув её на 180 градусов по одной из осей 🤷♂️
В общем, с тех пор как я сначала стал использовать температуру повыше, а затем ещё и поменял сопло с 0.4 на 0.6 у меня было ноль засоров.
Принтер просто сутками печатал разные штуки и главной проблемой был тайм-менеджмент: нужно было планировать печать так чтобы ставить на ночь самое жирное - например полностью забитый какими-нибудь контейнерами или другими деталями стол.
И да, я в целом стал настолько уверен в результате, что ставлю печататься полностью забитый стол. Иногда я, конечно, добавляю к объектам каёмку если у них небольшая площадь контакта, но в целом кроме очень редкого отлипания у меня проблем-то и не было.
Ещё я поюзал для печати уже два российских филамента: НИТ и STAR PLAST.
От первых PLA, от вторых - PETG. Должен сказать, что у первых плюс в основном в цене. Филамент от них приходит влажный. С одной стороны он, конечно, запакован в вакуумный пакет с силикагелем, но к моменту когда этот вакуумный пакет попадает ко мне в руки он уже набрал воздуха.
Почему-то у китайцев из eSUN получается так не делать. Секретные коммунистические технологии, не иначе ☝️
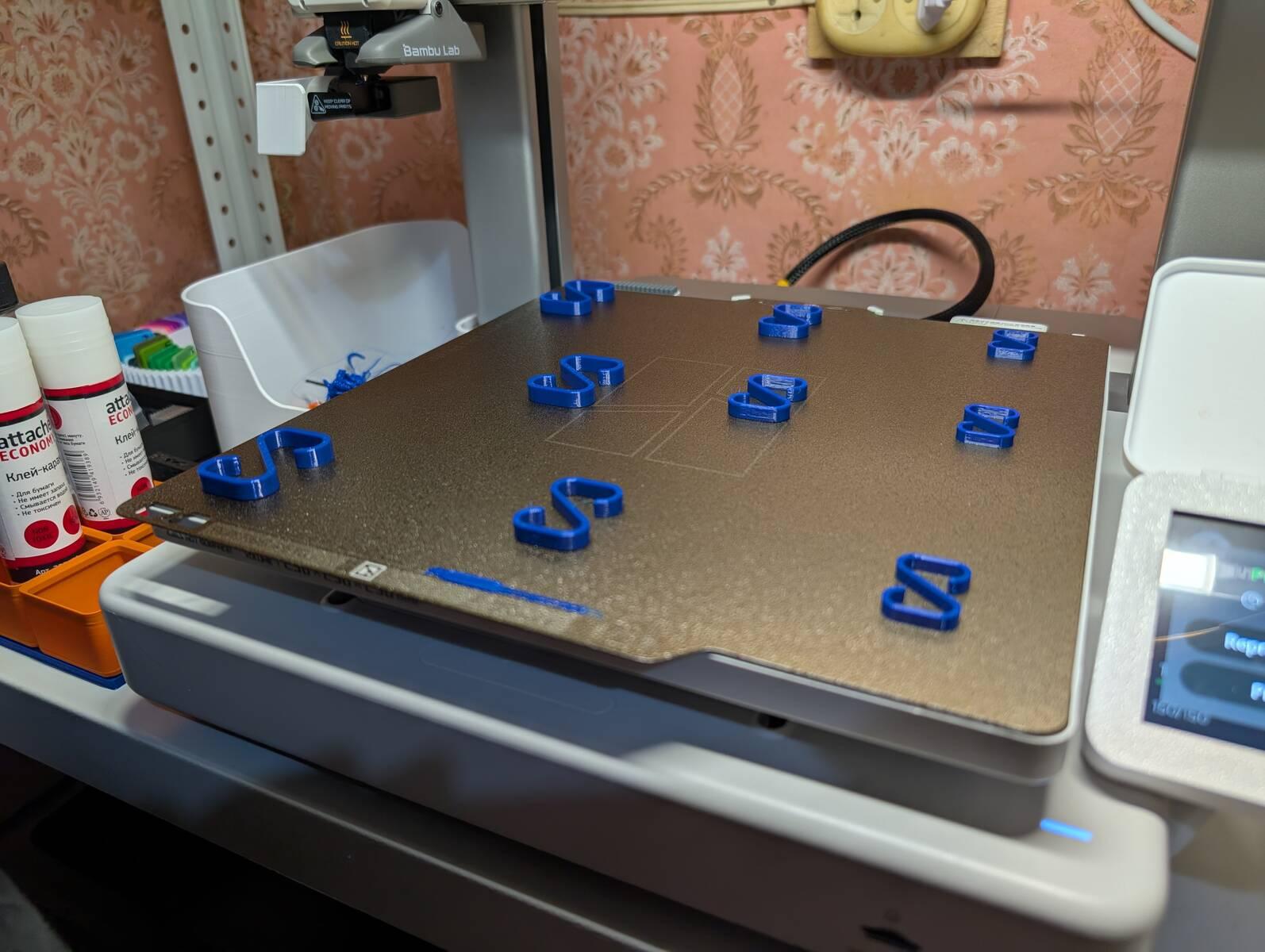
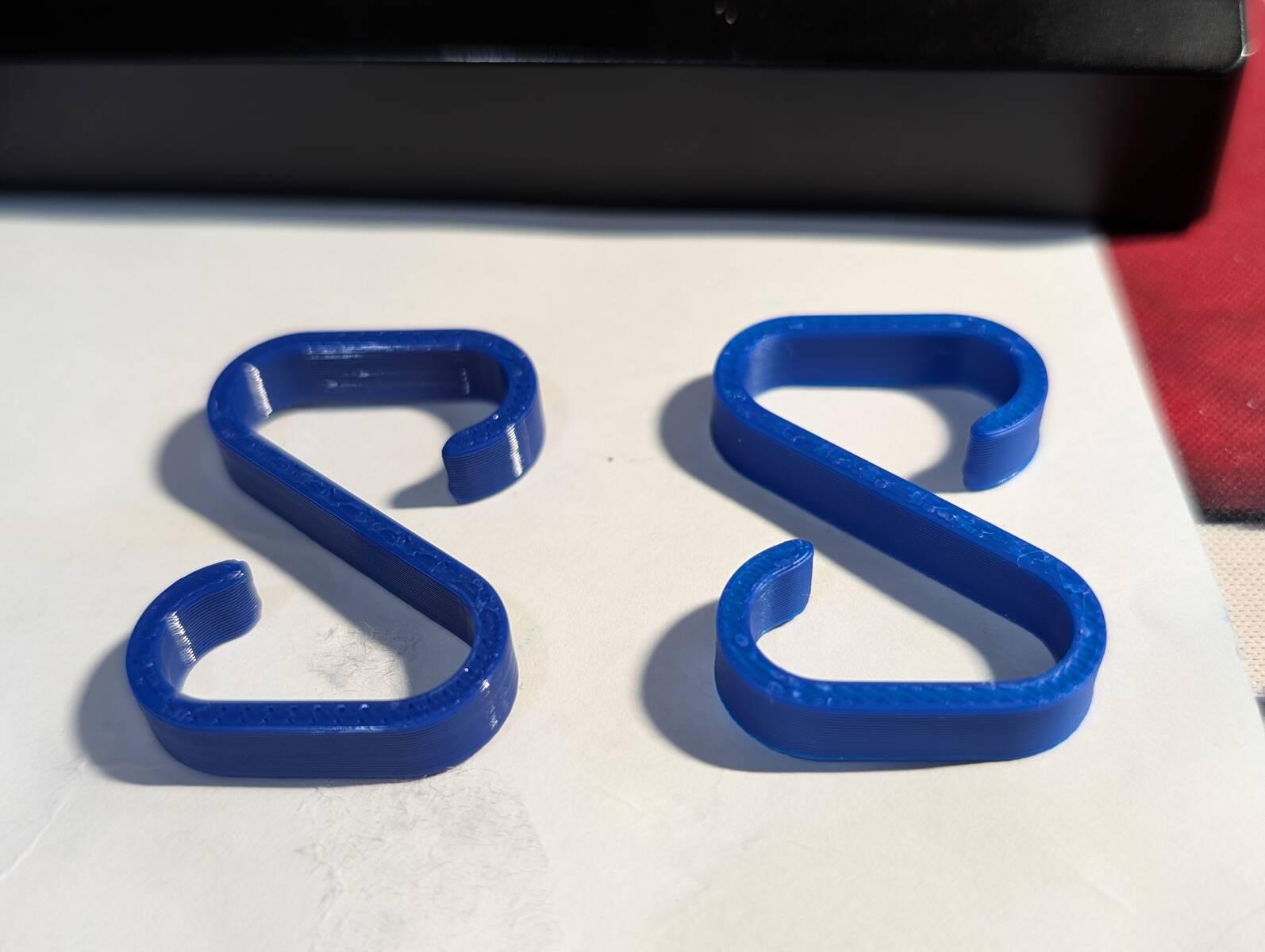
Ну а PETG от STAR PLAST вы могли видеть постом выше с S-образными органайзерами для кабелей. Там всё хорошо. Разве что он мне показался более хрупким, чем PLA.
Так как мне в целом не нужно печатать ничего художественного (в основном какие-нибудь контейнеры, крючки на стену, etc - я пока продолжу использовать российский филамент, т.к. он в 1.5-2 раза дешевле. Возможно, буду больше использовать PETG - хотя тут надо посмотреть.
Также я уже разобрался во многих настройках слайсера и теперь обычно перед каждой печатью быстренько кастомизирую их под конкретную модель чтобы либо ускорить печать, либо сэкономить пластик, либо сделать внешние стенки более ровными, либо всё сразу в той или иной мере.
Плюс я ещё обнаружил, что в ряде ситуаций принтер вполне адекватно можно "разогнать" прямо во время печати (лучше подождать пока он напечатает основание) и он носясь с дикой скоростью и тряся всё вокруг всё равно прилично отпечатает модель.
Короче, если бы меня вдруг спросили что можно купить с меньшим бюджетом - я бы предложил взять A1 Mini в базовой комплектации. Судя по тому, что я видел - он так же хорош, просто объём печатаемой области поменьше.
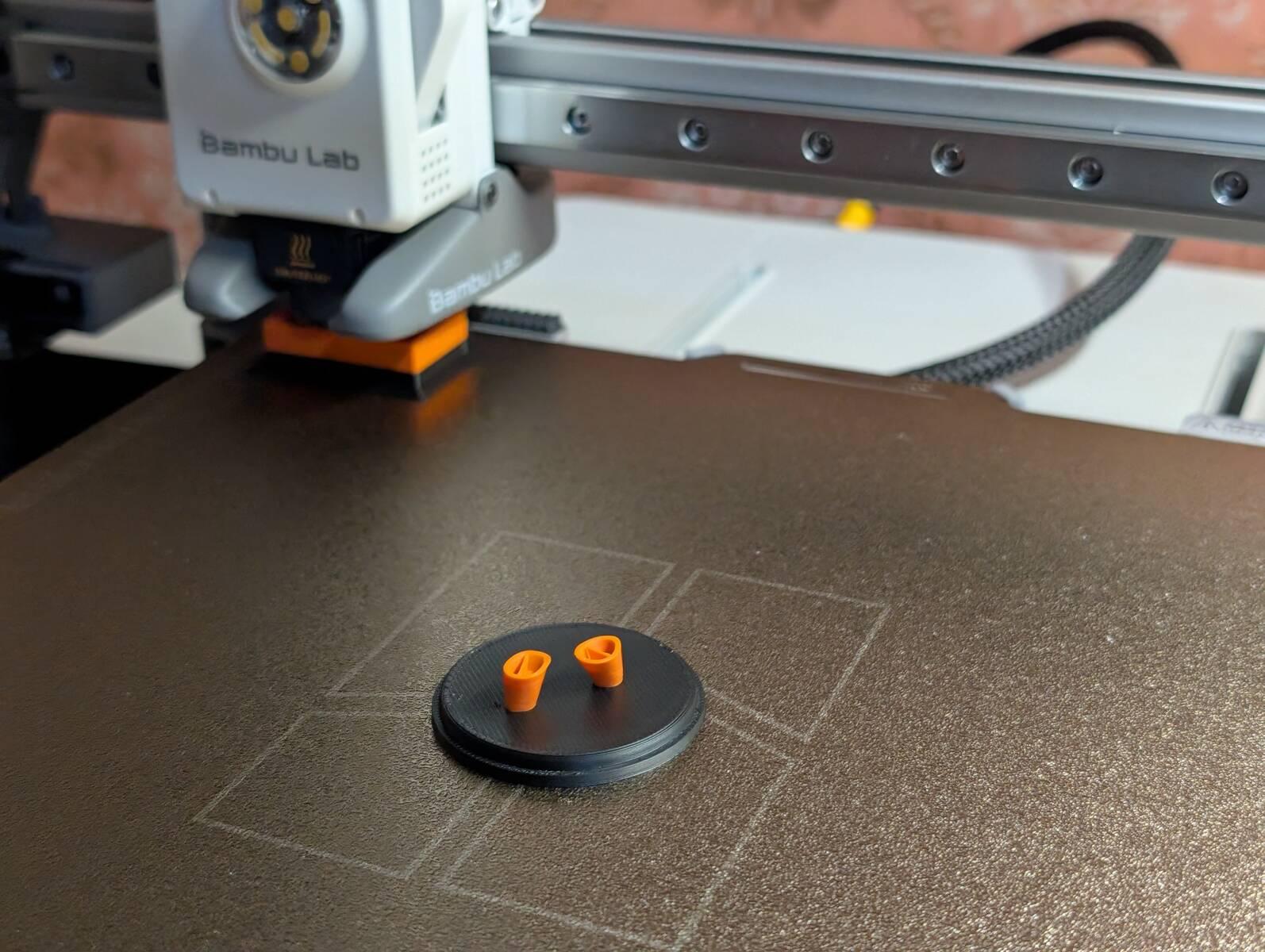
Короче, можно подытожить, что я очень доволен приобретением. Оно позволило решать какие-то насущные проблемы, которые бы раньше из-за необходимости похода в непонятный магазин были бы отложены в долгий ящик.
А сейчас если я вспоминаю, что у меня нет маленькой вороночки для того чтобы делать смесь с изопропиловым спиртом для протирания, я просто беру модель воронки, масштабирую её до меньшего размера и через ~30-40 минут всё готово.

@skobkin а я наоборот подумывал 0.2 попробовать, на сколько качественными модельки можно печатать

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
@E23 @skobkin Да, выходит так себе, например лучник:
https://tinystash.undef.im/il/5W82rPvoS6MhEwaSm515Rkn2aGahnWdt6k2AY2m23AAr91PFcDUkCutuvi5R3TUhUkFPLqvUDYEhU7M3bkHZD9F5.png
https://tinystash.undef.im/il/3mdYn9Aqj7u1AyWDUSd3ifmmReHKfsYTkxRoczyJyptSMeh1vYQSW8Z8WpcgM7P6PACEnR4Gap9ygKMhMYymjN4M.png
https://tinystash.undef.im/il/mqyaFd8sJVPBzhxtHoiqxF9GMunc2kGfAqy15zcSq3DukYzcxLgvWwxGxpysVfaF8YH78jVAANYeWsr7sB7GBmn.jpg
https://tinystash.undef.im/il/5NbaK7agLoDeJmtKvftQ9ny574FR7WWzi7qLfnkrd52JqpusVhjSwDMrrkjjQuranXgSKDUuGCYAv9xCG2SBvRfM.jpg
https://tinystash.undef.im/il/5cbmoVwPWAfo6wq4eJnPjtdp1xydZ59qQAcVHXfsAwXDweLqN9hVJweDE9Pp9wYdnRjSZpoZQRawfb5NWZnRejPC.jpg
https://tinystash.undef.im/il/PMAebCgxXytbBrRHyZrt8NfNKnT12md9a1vN82jLQLLeTcoC8yZPB1nimuhk5FZu7sN2kUrihPxZVki5V8HeNyz.jpg
